

فرایند قالب گیری تزریقی رایج ترین فرایند تولید استفاده شده برای شکل دهی قطعات پلاستیک است. در واقع اسم دیگر این فرایند تزریق پلاستیک است که با کمک دستگاه تزریق پلاستیک انجام میشود.
طیف گسترده ای از محصولات با استفاده از قالب گیری تزریقی تولید می شوند که در اندازه، پیچیدگی و کاربرد آنها بسیار متفاوت است.
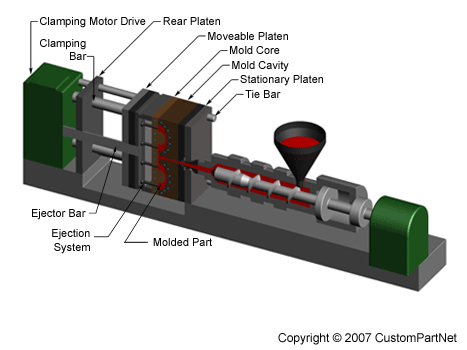
فرآیند قالب گیری تزریقی نیاز به استفاده از دستگاه تزریق پلاستیک، مواد پلاستیکی خام همچون پلی آمید و قالب تزریق پلاستیک دارد.

پلاستیک در دستگاه قالب گیری تزریقی ذوب می شود و سپس به قالب تزریق می شود، درانجا خنک و به شکل نهایی جامد می شود.
مراحل در این فرایند در بخش بعدی بیشتر توضیح داده شده است که در تصویر زیر نیز قابل مشاهده است.
کاربرد فرایند قالبگیری تزریقی:
قالب گیری تزریقی برای تولید قطعات پلاستیکی دیواره نازک برای انواع مختلف کاربرد استفاده می شود، یکی از رایج ترین تولیدات تزریق پلاستیک محفظه های دیواره نازک است.
این محفظه ها در محصولات متنوعی از جمله لوازم خانگی، لوازم الکترونیکی مصرفی، ابزار قدرت و به عنوان داشبورد خودرو استفاده می شود.
دیگر محصولات نازک دیواره معمول شامل انواع مختلف ظروف باز مانند سطلها هستند.
تزریق پلاستیک نیز برای تولید اقلام روزمره مانند مسواک یا اسباب بازی های کوچک پلاستیکی استفاده می شود. بسیاری از دستگاه های پزشکی، از جمله سرنگ ها، از طریق قالب گیری تزریقی نیز تولید می شوند.
چرخه فرایند قالب گیری تزریقی:
چرخه پردازش برای قالب گیری تزریقی بسیار کوتاه است، معمولا 2 دقیقه و شامل چهار مرحله زیر است:
بستن قالب تزریق :
قبل از تزریق مواد به قالب، دو قسمت نر و ماده قالب ابتدا باید توسط واحد بست (کلمپ) به طور کامل بسته شود.
هر دو قسمت قالب به ماشین قالب گیری تزریقی متصل شده و به یک نیمی از آن اجازه لغزش داده می شود.
واحد گیره ی هیدرولیکی، نیمه ی قالب را به هم متصل می کند و نیروی کافی را به وجود می آورد تا قالب را به طور محکم بسته، در حالی که مواد تزریق می شود.
زمان لازم برای بستن و باز شدن قالب بستگی به دستگاه دارد. ماشین های بزرگتر (دستگاه هایی با نیروی کلمپینگ بیشتر) زمان بیشتری نیاز دارند. این زمان را می توان از زمان چرخه خشک ماشین محاسبه کرد.
تزریق مواد داخل قالب تزریق پلاستیک:
مواد پلاستیکی خام، معمولا به شکل گلوله گرانول، به دستگاه تزریق پلاستیک تغذیه می شوند و به وسیله واحد تزریق به سمت قالب حرکت می کنند.
در طول این فرایند، ماده به وسیله گرما و فشار ذوب می شود سپس پلاستیک ذوب شده به سرعت به قالب تزریق شده و با افزایش فشار باعث پک شدن مواد میشود.
مقدار مواد تزریق شده به عنوان شات نامیده می شود.
محاسبه دقیق زمان تزریق با توجه به جریان پیچیده و در حال تغییر پلاستیک مذاب به قالب دشوار است. با این حال، زمان تزریق را می توان با حجم شات، فشار تزریق و قدرت تزریق برآورد کرد.
خنک سازی قالب تزریق:
پلاستیک مذاب که درون قالب قرار دارد، به محض تماس با سطوح داخلی قالب ، سرد می شود. همان طور که پلاستیک خنک می شود، شکل قالب را به خود میگیرد و جامد میشود.
با این حال، درحین خنک سازی ممکن است انقباض (شرینکیج) رخ دهد.
با پک شدن مواد در مرحله تزریق، اجازه میدهد مواد اضافی در قالب تزریق شود و مقدار انقباض یا شرینکیج قابل مشاهده را کاهش می دهد.
قالب نمیتواند باز شود تا زمان خنک سازی مورد نیاز سپری شود.
زمان خنک کننده را می توان از چندین ویژگی ترمودینامیکی پلاستیک و حداکثر ضخامت دیوار آن محاسبه کرد.
تخلیه قالب تزریق :
پس از گذر زمان کافی، بخش سرد شده ممکن است از قالب توسط سیستم تخلیه خارج شود که به نیمه عقبی قالب متصل شده است. هنگامی که قالب باز می شود، مکانیزمی برای خارج کردن قطعه از قالب استفاده می شود.
برای بیرون انداختن قطعه از قالب نیرو باید اعمال شود، زیرا در حین خنک سازی قطعه منقبض میشود و به قالب میچسبد.
رهاکننده قالب برای تسهیل خروج:
برای تسهیل خروج بخشی، یک عامل رهاکننده قالب (relase agent) را می توان بر روی سطوح حفره قالب قبل از تزریق ماده اسپری کرد.
زمان لازم برای باز کردن قالب و تخلیه را می توان از زمان چرخه خشک دستگاه محاسبه کرد .
هنگامی که قطعه خارج می شود، قالب را می توان برای شات بعدی تزریق بست.












سلام
خسته نباشید
بابت مطالب مفیدتون ممنونم
میشه یه لیست قیمت از تجهیزاتی که در زمینه تولید سرنگ لازمه، واسم بفرستید؟
دستگاه تزریق ریخته گیری – مخزن خشک کن برای تزریق – میکسر – لودر خلأ خودکار – خنک کننده آبی – سنگ شکن – ماشین چاپ روی بدنه سرنگ گریز از مرکز روی صفحه نمایش – دستگاه مونتاژ سرنگ اتوماتیک – دستگاه بسته بندی مکش پلاستیک نیمه اتوماتیک
لطف میکنید اگه کمکم کنید
مرسی