شرکت پلیمرانج از جمله شرکت های فعال در زمینه مشاوره و خدمات ساخت قالب تزریق پلاستیک و ساخت انواع قالب های پلاستیکی در تهران است. از جمله قالب هایی که ما در شرکت پلیمرانج ساخته ایم میتوان به موارد زیر اشاره کرد:
قالب تزریق پلاستیک سبد میوه
قالب تزریقی چراغ های گردان خودرو

قالب تزریق پلاستیک قطعات سیفون و فلاش تانک شرکت آسا
قالب تزریق پلاستیک قطعات خودرویی
قالب ظروف غذایی
قالب لوازم خانگی
شرکت پلیمرانج با داشتن تیم متخصص و تجهیزات بسیار کامل در محدوده شهرک صنعتی نصیرآباد تهران قادر به طراحی و ساخت انواع قالب پلاستیک است و میتواند ارائه خدمات کند.
اگر به دنبال سفارش قالب تزریق پلاستیک با کیفیت بالا و هزینه ساخت منصفانه هستید، شرکت پلیمرانج گزینهای عالی برای شما است. تیم متخصص شرکت با سابقهای بیش از 20 سال قالبسازی رزومه معتبری دارد.
قالب سازی تزریق پلاستیک در تهران
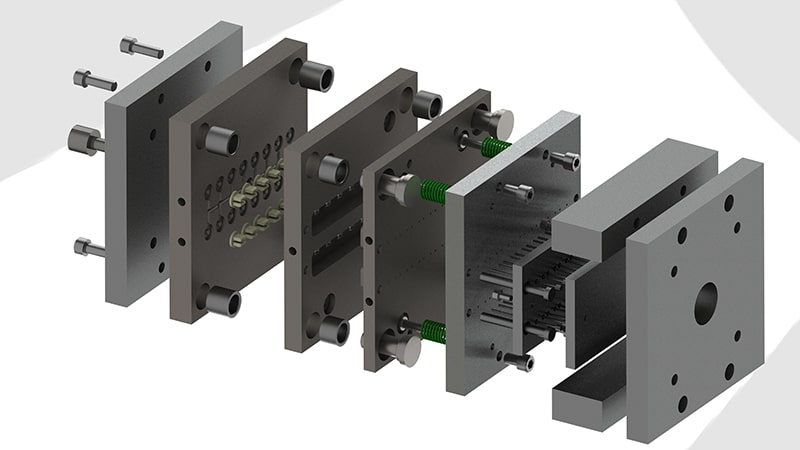
انواع قالب تزریق پلاستیک با توجه به طراحی، کاربرد و حجم تولید، متفاوت هستند و هرکدام ویژگیها و مزایای خاص خود را دارند. یکی از رایجترین آنها قالب دو صفحهای است که سادهترین ساختار را دارد و برای بسیاری از قطعات عمومی استفاده میشود.
در مقابل، قالب سه صفحهای امکان جداسازی بهتر راهگاه و قطعه را فراهم میکند و بیشتر برای تولید قطعات ظریف و دقیق کاربرد دارد.
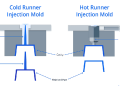
نوع دیگر، قالب هات رانر یا راهگاه گرم (Hot Runner) است که در آن مذاب پلاستیک همواره داغ نگه داشته میشود و نیازی به جداسازی راهگاه نیست؛ این قالب به کاهش ضایعات، صرفهجویی در مواد و افزایش سرعت تولید کمک میکند. همچنین، قالب راهگاه سرد (Cold Runner) به دلیل سادگی و هزینه کمتر، هنوز در بسیاری از صنایع مورد استفاده است.
برای تولید قطعات بسیار پیچیده یا چندرنگ، از قالبهای چند حفرهای، قالبهای دو شات و حتی قالبهای کشویی یا جانبی استفاده میشود.
انتخاب نوع قالب به عواملی مانند تیراژ تولید، نوع پلاستیک، پیچیدگی قطعه و هزینه ساخت بستگی دارد.
درک درست از این انواع به مشتری کمک میکند تا بهترین گزینه را برای دستیابی به کیفیت بالای تولید، کاهش هزینهها و بهرهوری بیشتر تولید برسند.
برای مشاوره قالبسازی تزریق پلاستیک در تهران با شماره مهندس اصغری 09124587915 تماس بگیرید.