در مقاله قبلی، بهطور مفصل به موضوع «قالبگیری تزریقی چیست» پرداختیم. به دلیل محدودیت فضا، تمرکز چندانی بر قالبهای تزریق نداشتیم. ما بهخوبی میدانیم که قالبگیری تزریقی و قالبهای تزریق پلاستیک جداییناپذیر هستند. در این مقاله، بهصورت جامع به بررسی و تشریح این موضوع خواهیم پرداخت که «قالب تزریق پلاستیک چیست و انواع قالب های تزریقی چیست». این مقاله سرشار از اطلاعات ارزشمند بوده و برای افراد تازهکار، طراحان و فعالان صنعت بسیار مفید است.
اگر مایل هستید اطلاعات بیشتری درباره خدمات ساخت قالب پلاستیک و نمونهکارهای مربوط به آن به دست آورید، روی «خدمات ساخت قالب پلاستیک» کلیک کنید. در آنجا میتوانید با خدمات و نمونهکارهای ارائهشده توسط پلیمرانج آشنا شوید.
قالب تزریق پلاستیک چیست؟
قالبهای تزریق پلاستیک ابزارهایی هستند که در فرآیند قالبگیری صنعتی با دستگاه تزریق استفاده میشوند؛ روشی که برای تولید محصولات صنعتی پلاستیکی به کار میرود. پیشتر درباره قالبگیری تزریقی صحبت کردهایم؛ فرآیندی که در آن پلاستیک (مانند گرانولهای پلی اتیلن سنگین) تا حالت مذاب گرم میشود. سپس این پلاستیک مذاب با استفاده از دستگاه تزریق پلاستیک به داخل قالب تزریق میگردد. پس از سرد شدن، ماده جامد شده و به شکل و اندازه مورد نظر تبدیل میشود. به بیان ساده، در این فرآیند مواد جامد ذوب شده، در قالبی ثابت قرار میگیرند و پس از سرد شدن و جامد شدن، از قالب پلاستیک خارج میشوند.

بهطور کلی، بخش عمدهای از محصولاتی که نیاز به تولید انبوه دارند (و فقط محدود به محصولات پلاستیکی نیستند) به قالبها وابسته هستند. آغاز توسعه صنعتی با ساخت قالبهای پلاستیک شکل گرفت؛ به همین دلیل، قالبها اغلب به عنوان «مادر صنعت» شناخته میشوند.
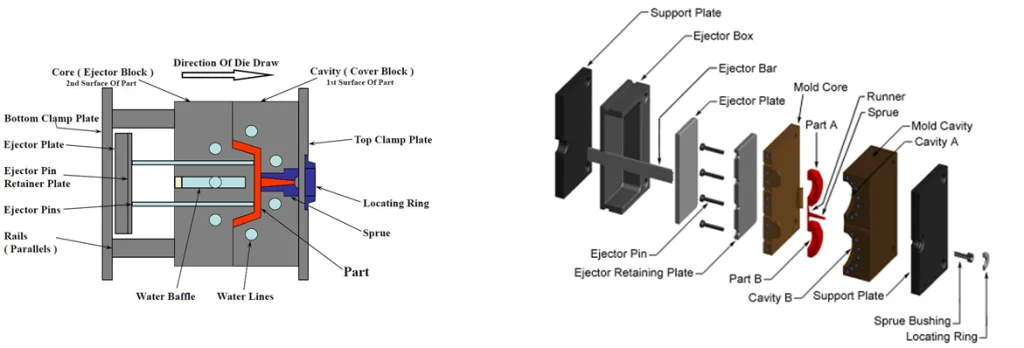
همانطور که در تصویر بالا مشاهده میکنید اجزای قالب مشخص است و قطعه تولیدی به رنگ قرمز است. در ادامه انواع قالب های تزریقی و تک تک اجزای آنها را برای شما توضیح میدهیم.
ته میشود به شکل گرانول (که در تصویر بالا مشاهده میکنید) به داخل قیف دستگاه تزریق ریخته شده و پس از ذوب شدن با فشار بالا به درون قالب تزریق پلاستیک هل داده میشود.
انواع قالب تزریق پلاستیک
قالبهای تزریق پلاستیک (Injection Molds) بر اساس ساختار، عملکرد، تعداد حفره، سیستم راهگاه و نوع محصول به دستههای مختلفی تقسیم میشوند. در ادامه مهمترین انواع قالب تزریق پلاستیک را بهصورت کاربردی مرور میکنیم:
| انواع قالب تزریق پلاستیک | ||
| نوع قالب | ویژگی | کاربرد |
| قالب ۲ صفحهای | نیاز به جداسازی راهگاه به صورت دستی | قطعات عمومی |
| قالب ۳ صفحهای | جداسازی راهگاه به صورت خودکار انجام میشود | قطعات کوچک |
| قالب راهگاه سرد | پس از تولید محصول، راهگاه و اسپرو به عنوان ضایعات باقی میمانند. | قطعات عمومی / لوازم خانگی |
| قالب راهگاه گرم | هیچ ضایعاتی باقی نمیماند | قطعات دقیق / تجهیزات پزشکی |
| قالب طبقاتی | نرخ تولید فوقالعاده بدون نیاز به نیروی گیره زیاد | قطعات پرتیراژ |
| قالب ۲ رنگ | قابلیت تولید قطعات چند رنگ یا چند جزئی | لوازم خانگی / قطعات خودرو |
| قالب IML | قابلیت جایگذاری برچسب IML | ظروف یکبارمصرف IML |
| قالب جدار نازک | قابلیت تولید قطعات با دیواره بسیار نازک | ظروف یکبارمصرف / تجهیزات آزمایشگاهی |
| قالب کشوییدار | قابلیت تولید آندرکات | قطعات عمومی / قطعات پیچیده |
| قالب گیربکسی | قابلیت تولید رزوههای عمیق | درب بطری / قطعات دارای رزوه |
| قالب تکحفره / تککویته | هزینه پایین | قطعات کم تیراژ / قطعات بزرگ |
| قالب کفپران | جلوگیری از دفرمگی قطعه در هنگام پران | سطل و لیوان پلاستیکی |
انواع قالب دستگاه تزریق پلاستیک بر اساس جنس بدنه:
- قالب آلومینیومی: سبک، مقرونبهصرفه و با سرعت ساخت بالا. دارای عمر کوتاهتر بوده و مناسب تولیدات کم تا متوسط است.
- قالب فولادی: بسیار بادوام و مقاوم در برابر سایش، مناسب تولید انبوه. این قالبها هزینه بالاتری دارند.
- قالب برلیوم-مس: معمولاً در بخشهایی از قالب استفاده میشود که نیاز به انتقال سریع حرارت دارند یا برای بهبود سیستم خنککاری. این ماده گرانترین گزینه است.
انواع قالب بر اساس حجم تولید:
- قالبهای نمونهسازی (Prototype molds): که با نام ابزارسازی سریع (Rapid Tooling) نیز شناخته میشوند.
- قالبهای تولیدی (Production molds): که برای تولید انبوه طراحی شدهاند.
ساختمان قالب های تزریق پلاستیک براساس راهگاه
قالب راهگاه سرد (Cold Runner)
در این سیستم مواد مذاب پس از هر سیکل در راهگاه سرد شده و همراه قطعه از قالب خارج میشوند.
مزایا:
- هزینه ساخت کمتر
- تعمیرات آسان
- طراحی ساده
معایب:
- تولید ضایعات بیشتر
- افزایش مصرف مواد اولیه
قالب راهگاه گرم (Hot Runner)
در قالب هات رانر، مواد درون راهگاه گرم نگه داشته میشوند و مستقیماً وارد حفره قالب میشوند.
مزایا:
- کاهش ضایعات
- افزایش سرعت تولید
- کیفیت سطح بهتر
معایب:
- هزینه ساخت بالا
- تعمیرات پیچیدهتر
- قالبهای هات رانر (Hot Runner) یا قالب راهگاه گرم: قالبهایی که از سیستم گرمایشی برای جلوگیری از انجماد مواد در راهگاه استفاده میکنند.
- قالبهای کلد رانر (Cold Runner) یا قالب راهگاه سرد: قالبهایی که در آنها مواد در راهگاه منجمد شده و همراه قطعه خارج میشوند.
انواع قالب های دستگاه تزریق بر اساس تعداد حفره
- تکحفرهای (Single-Cavity): در هر سیکل یک قطعه تولید میکند که به طراحی قالب بستگی دارد.
- چندحفرهای (Multi-Cavity): در هر سیکل چندین قطعه تولید میکند و در صنعت بسیار رایج است.
انواع قالبهای دستگاه تزریق پلاستیک براساس تعداد صفحات
قالب دو صفحهای (Two Plate Mold)
رایجترین نوع قالب تزریق پلاستیک است.
ویژگیها:
- دارای دو نیمه اصلی: ثابت و متحرک
- سیستم راهگاه و قطعه همزمان جدا میشوند
- ساخت ساده و هزینه کمتر
کاربرد:
- قطعات ساده پلاستیکی
- تولیدات عمومی و تیراژ متوسط
قالب سه صفحهای (Three Plate Mold)
در این قالب راهگاه از قطعه بهصورت جداگانه خارج میشود.
ویژگیها:
- دارای صفحه اضافی
- مناسب برای گیت مرکزی و چند نقطهای
- ظاهر بهتر قطعه
مزایا:
- اتوماتیک شدن جداسازی راهگاه
- مناسب قطعات دقیقتر
معایب:
- پیچیدگی و هزینه بیشتر
- قالب دو صفحهای (Two-Plate Mold): ساختار ساده و نگهداری آسان.
- قالب سه صفحهای (Three-Plate Mold): دارای دو سطح جدایش بوده و امکان طراحی پیچیدهتر با چندین گیت را فراهم میکند.
قالبهای تخصصی تزریق پلاستیک
قالب کشویی
برای قطعات دارای زیربری استفاده میشود. کشوییها هنگام باز شدن قالب حرکت جانبی دارند و امکان خروج قطعه را فراهم میکنند.
قالب اینسرت
در این روش قطعات فلزی داخل قالب قرار گرفته و پلاستیک اطراف آن تزریق میشود.
قالب اورمولدینگ
در این فرآیند یک لایه پلاستیک روی قطعه اولیه تزریق میشود. دسته ابزارهای نرم نمونهای از این کاربرد هستند.
قالب رزوهای
برای تولید قطعات رزوهدار مانند درب بطری استفاده میشود و دارای مکانیزم چرخشی است.
| نوع قالب | کاربرد اصلی |
|---|---|
| دو صفحهای | تولید عمومی |
| سه صفحهای | قطعات دقیق |
| هات رانر | تولید انبوه |
| کلد رانر | اقتصادی |
| چندحفرهای | تیراژ بالا |
| کشویی | قطعات پیچیده |
| اینسرت | ترکیب فلز و پلاستیک |
| اورمولدینگ | قطعات چند متریاله |
سیستم قالب های تزریق پلاستیک
سیستم قالب های تزریق از چندین جزء مهم تشکیل شده است که هر کدام نقش حیاتی در فرآیند قالبگیری دارند. در اینجا یک نمای کلی از ساختار پایه قالب ارائه میشود و بر پیچیدگی آن تأکید میگردد. ما قصد داریم در ادامه، عملکرد، ساختار و نکات مربوط به هر جزء قالب را بهصورت دقیقتر بررسی کنیم. برای یادگیری پیشرفتهتر، خوانندگان میتوانند به صفحه «اجزای قالب تزریق» مراجعه کنند. اکنون بهطور خلاصه اجزای اصلی قالب را بررسی میکنیم:
سیستم قالبگیری (Molding System)
اجزای قالبگیری، حفره قالب را تشکیل میدهند و شامل این بخشها هستند:
- اینسرتها (Inserts)
- هسته قالب (Mold Core)
- هستههای جانبی (Side Cores)
سیستم راهگاهی (Gating System)
سیستم راهگاهی مسیری انتقالی است که پلاستیک مذاب را از نازل دستگاه تزریق به حفره بسته قالب هدایت میکند. این سیستم شامل:
- راهگاه اصلی (Main Runner)
- راهگاههای فرعی (Sub-Runners)
- گیتها (Gates)
- حفرههای تله سرما (Cold Slug Wells)
علاوه بر سیستم راهگاهی سرد، از سیستم راهگاه گرم (Hot Runner) نیز استفاده میشود.
سیستم کنترل دما (Temperature Control System)
این سیستم دمای قالب را در محدوده بهینه نگه میدارد و شامل بخشهای سرمایش و گرمایش است، اگرچه سرمایش کاربرد بیشتری دارد. این سیستم شامل:
- کانالهای آب خنککننده
- چاهکهای خنککاری
- خنککاری با برلیوم-مس
سیالات مورد استفاده شامل آب، روغن، برلیوم-مس و هوا هستند.
سیستم پران و بازگشت (Ejection and Return System)
این سیستم که با نام سیستم جداسازی یا پران نیز شناخته میشود، وظیفه دارد قطعه پلاستیکی را بهصورت ایمن و بدون آسیب از قالب خارج کند.
سیستم راهنمایی (Guiding System)
این سیستم شامل اجزای راهنما است. قطعات راهنما عمدتاً شامل:
- پینهای راهنما و بوشها برای حفره و هسته قالب
- شیارهای راهنما برای اسلایدها
همچنین موقعیتدهی شامل:
- بلوکهای قفلکننده
- ساختارهای موقعیتدهی مخروطی
سیستم اسلاید (Slide System)
برای قطعات پلاستیکی دارای برآمدگیهای جانبی یا سوراخهای کناری، قبل از پران باید اسلایدها (یا اینسرتها) حرکت داده شوند. این مکانیزم شامل:
- پینهای زاویهای اسلایدر
- اسلایدرها
- شیارهای T شکل
- سیلندرهای هیدرولیک
- قطعات موقعیتدهی فنری
سیستم تهویه (Venting System)
سیستم تهویه، هوای داخل حفره قالب را هنگام پر شدن با مواد مذاب خارج میکند و همچنین هنگام باز شدن قالب اجازه ورود هوا را میدهد تا از ایجاد خلأ جلوگیری شود. تهویه میتواند از طریق موارد زیر انجام شود:
- خطوط جدایش قالب
- شیارهای تهویه
- تهویه از طریق اینسرتها
- پینهای تهویه
- پینهای هوا (Vent Pins)
- و سایر روشها
مراحل ساخت قالب تزریق پلاستیک
| مرحله | شرح |
|---|---|
| 1 | دریافت سفارش ساخت قالب و نقشهها |
| 2 | بررسی طراحی از نظر قابلیت تولید (DFM) |
| 3 | تأیید DFM توسط مشتری |
| 4 | بازبینی طراحی قالب |
| 5 | تأیید طراحی قالب توسط مشتری |
| 6 | سفارش مواد اولیه قالب بر اساس طراحی قالب |
| 7 | دریافت مواد اولیه قالب در کارخانه |
| 8 | سوراخکاری عمیق (Deep Hole Drilling) |
| 9 | برنامهنویسی ماشینکاری CNC |
| 10 | ماشینکاری وایرکات (Wire EDM) |
| 11 | ماشینکاری اسپارک (EDM) |
| 12 | مونتاژ اینسرتها |
| 13 | فیتکاری قالب |
| 14 | فیتکاری خط جدایش (Parting Line) و زاویه خروج (Draft Angle) |
| 15 | عملیات تکمیلی خط جدایش و زاویه خروج |
| 16 | پولیشکاری |
| 17 | مونتاژ نهایی قالب |
| 18 | تست و نمونهگیری قالب (Mold Trial) |
چگونه بهترین قالب را انتخاب کنیم؟
برای انتخاب قالب پلاستیک مناسب باید موارد زیر بررسی شوند:
- تیراژ تولید
- پیچیدگی قطعه
- جنس مواد اولیه
- بودجه پروژه
- کیفیت مورد انتظار
- زمان بازگشت سرمایه
اگر تیراژ بالا دارید، قالب هات رانر و چند حفرهای بهترین انتخاب هستند. برای تولید محدود، قالبهای کلد رانر اقتصادیتر خواهند بود.
هزینه ساخت قالب تزریق پلاستیک به چه عواملی بستگی دارد؟
عوامل اصلی عبارتاند از:
- تعداد حفرهها
- نوع فولاد قالب
- سیستم راهگاه
- ابعاد قطعه
- دقت موردنیاز
- وجود کشویی یا مکانیزمهای جانبی
هرچه پیچیدگی قالب بیشتر باشد، هزینه طراحی، ماشینکاری و نگهداری نیز افزایش خواهد یافت.
جمعبندی
انواع قالب تزریق پلاستیک شامل قالبهای دو صفحهای، سه صفحهای، هات رانر، کلد رانر، چند حفرهای، کشویی، اینسرت و اورمولدینگ هستند. انتخاب صحیح هرکدام به نوع محصول، تیراژ تولید و بودجه بستگی دارد. شناخت دقیق ویژگیها، مزایا و محدودیتهای هر قالب میتواند هزینه تولید را کاهش داده و کیفیت محصول نهایی را به شکل چشمگیری افزایش دهد.