برای کسایی که به دنبال تولید قطعات پلاستیکی در مقیاس انبوه هستند در این مطلب میگیم که دستگاه تزریق پلاستیک چیست و چه کاربردی دارد. چه انواعی دارد و به نکات مهم خرید دستگاه تزریق پلاستیک میپردازیم و انواع دستگاه تزریق را به شما عزیزان معرفی میکنیم تا بتوانید با دید بهترین خرید کنید.
دستگاه تزریق پلاستیک چیست؟
دستگاه تزریق پلاستیک یک ماشین صنعتی است که برای تولید قطعات پلاستیکی به صورت انبوه استفاده میشود و به عبارتی قالبگیری مواد پلاستیکی را به صورت تزریقی انجام میدهد. این دستگاه با استفاده از فرآیند تزریق پلاستیک مذاب به داخل قالب، امکان تولید قطعات با دقت بالا، سرعت مناسب و هزینه کم را فراهم میکند.
به طور خلاصه این دستگاه مواد گرانول پلاستیک مثل پلی اتیلن، پلی پروپیلن و… را دریافت میکند، آنها را با حرارت و فشار ذوب میکند، سپس این مواد مذاب را به درون قالب تزریق پلاسیک تزریق میکند. این مواد داخل قالب شکل قالب را به خود میگیرد و وقتی سرد شد از درون قالب بیرون می افتد.

مثلا بسیاری از قطعات خودرویی مثل داشبورد خودرو با این فرایند تولید میشوند.

اجزای اصلی دستگاه تزریق پلاستیک چیست؟
واحد تزریق (Injection Unit):
واحد تزریق مهمترین بخش دستگاه است و وظیفه ذوب و تزریق مواد پلاستیکی به داخل قالب را بر عهده دارد.
این واحد از دو بخش اصلی تشکیل میشود:
الف) سیستم پلاستیکسازی (Plasticizing Device)
شامل:
- سیستم تغذیه مواد (Feeding Device) شامل قیف مواد (Hopper) برای تغذیه مواد خام پلاستیکی.
- سیلندر یا Barrel سیلندر تزریق (Barrel) که مواد پلاستیکی را داخل خود گرم و به حالت مذاب تبدیل میکند.
- مارپیچ (Screw) برای انتقال، فشردهسازی و تزریق پلاستیک مذاب به قالب. این پیچ مواد رو به سمت جلو هول میدهد و به داخل قالب میفرستد.
- مجموعه نازل (Nozzle Assembly)
این بخش مواد اولیه پلاستیکی را ذوب، مخلوط و برای تزریق آماده میکند.
ب) سیستم انتقال نیرو (Power Transmission Device)
شامل:
- سیلندر هیدرولیک تزریق
- کالسکه یا نشیمنگاه تزریق (Injection Seat)
- سیلندر حرکت واحد تزریق
- سیستم محرک مارپیچ
این بخش نیروی لازم برای حرکت مارپیچ و تزریق مذاب به داخل قالب را تأمین میکند.
واحد گیره (Clamping Unit):
وظیفه این بخش نگه داشتن قالب و ایجاد نیروی قفلکنندگی کافی در زمان تزریق است.
پس از بسته شدن قالب، این واحد نیروی لازم را اعمال میکند تا فشار مذاب پلاستیک باعث باز شدن قالب نشود.
وظایف اصلی:
- باز و بسته کردن قالب
- اعمال نیروی قفل قالب (Clamping Force)
- خارج کردن قطعه توسط سیستم پران (Ejector)
اهمیت:
اگر نیروی قفل قالب کافی نباشد، مذاب از محل جدایش قالب خارج شده و عیوبی مانند پَری (Flash) در قطعه ایجاد میشود.
برای باز و بسته کردن قالب و نگه داشتن آن در حین تزریق و خنکسازی استفاده میشود.
اجزای اصلی این بخش شامل صفحات گیره، سیستم هیدرولیکی و واحد کنترل فشار است.
واحد هیدرولیک (Hydraulic Unit)
این بخش منبع اصلی تأمین توان در بسیاری از دستگاههای تزریق پلاستیک است.
اجزای اصلی:
- پمپهای هیدرولیک
- موتورهای هیدرولیکی
- شیرهای کنترل فشار و جریان
- مخزن روغن هیدرولیک
وظیفه:
تبدیل انرژی هیدرولیکی به انرژی مکانیکی برای انجام عملیات مختلف دستگاه مانند:
- تزریق
- باز و بسته شدن قالب
- حرکت پران
- جابجایی واحد تزریق
واحد کنترل الکتریکی (Electrical Control Unit)
این بخش مغز متفکر دستگاه محسوب میشود و تمامی عملیات را کنترل و پایش میکند.
اجزای اصلی:
- PLC (کنترلکننده منطقی برنامهپذیر)
- صفحه نمایش لمسی (Touch Screen)
- سنسورها
- تجهیزات الکتریکی و الکترونیکی
وظایف:
- کنترل پارامترهای فرآیند
- ثبت و نمایش دادهها
- مدیریت سیکل تولید
- تشخیص خطاها و هشدارها
سیستم گرمایش و سرمایش
این سیستم وظیفه کنترل دمای مواد پلاستیکی و قالب را بر عهده دارد.
اجزای اصلی:
- المنتهای حرارتی
- مدارهای آب خنککننده
- فنهای خنککننده
- کنترلکنندههای دما
وظایف:
- گرم کردن سیلندر و مذاب
- تنظیم دمای قالب
- کاهش زمان سیکل تولید
- حفظ کیفیت قطعه نهایی
سیستم روانکاری
این سیستم برای کاهش اصطکاک و سایش قطعات متحرک دستگاه استفاده میشود.
مزایا:
- افزایش عمر قطعات
- کاهش استهلاک
- بهبود عملکرد دستگاه
- کاهش هزینههای تعمیر و نگهداری
سیستم ایمنی و پایش
این بخش برای حفظ ایمنی اپراتور و جلوگیری از آسیب به دستگاه طراحی شده است.
اجزای متداول:
- حفاظهای ایمنی
- سنسورهای موقعیت
- کلیدهای توقف اضطراری (Emergency Stop)
- سیستمهای هشدار
وظایف:
- جلوگیری از حوادث کاری
- پایش عملکرد دستگاه
- تشخیص شرایط غیرعادی
- محافظت از قالب و تجهیزات
قالب تزریق پلاستیک چیست؟
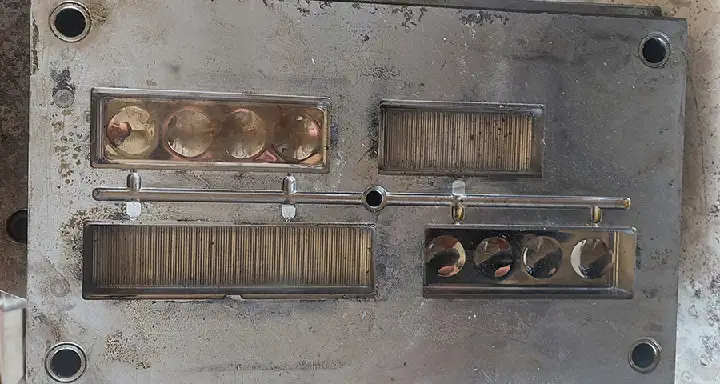
قالب بخش مهمی از فرایند قالبگیری است و مذاب پلیمری به درون حفره های قالب تزریق شده و شکل میگیرد. بدون قالب عملا این فرایند معنایی ندارد. قالب تزریق از دو بخش اصلی نیمه ثابت (Fixed Half) و نیمه متحرک (Moving Half) تشکیل شده است. طراحی قالب بسته به شکل و مشخصات قطعه تولیدی متفاوت است.
مراحل فرآیند قالبگیری تزریقی
به تزریق پلاستیک قالبگیری تزریقی هم گفته میشود و به طور خلاصه شامل مراحل زیر است:
- تغذیه مواد خام: مواد پلاستیکی (معمولاً به صورت گرانول) وارد قیف تغذیه میشوند.
- ذوب مواد: مواد توسط المنتهای گرمایشی و حرکت مارپیچ در سیلندر به حالت مذاب درمیآیند.
- تزریق: پلاستیک مذاب تحت فشار بالا به داخل حفره قالب تزریق میشود.
- خنکسازی: پلاستیک درون قالب سرد و به شکل مورد نظر جامد میشود.
- باز کردن قالب: قالب باز شده و قطعه تولیدی توسط سیستم پران از قالب خارج میشود.
- تکرار فرآیند: دستگاه آماده چرخه بعدی تولید میشود.
محدودیتهای دستگاه تزریق پلاستیک

1-هزینه سرمایه گذاری بالا (درحد چند میلیارد تومان) برای خرید دستگاه تزریق پلاستیک. البته برای حل این مشکل راه حل کم هزینه وجود دارد. شما میتوانید به جای خرید دستگاه و اجاره سوله و استخدام پرسنل اپراتور دستگاه تزریق از خدمات تزریق پلاستیک اجرتی استفاده کنید. یعنی قالب را فقط بسازید و فرایند قالبگیری تزریقی را به صورت اجرتی برونسپاری کنید.
2-هزینه اولیه بالا برای ساخت قالب تزریق
3-زمانبر بودن طراحی و ساخت قالب.
4-نیاز به اپراتور ماهر برای تنظیم و نگهداری دستگاه.
با همه محدودیت ها دستگاه تزریق پلاستیک با توجه به سرعت، دقت و انعطافپذیری، یکی از مهمترین ابزارها در صنایع مختلف به شمار میرود.
انواع دستگاه تزریق پلاستیک بر اساس سیستم قفل قالب (Clamping Method)
دستگاههای تزریق پلاستیک با توجه به نوع عملکرد، طراحی و کاربردشان به دستههای مختلفی تقسیم میشوند. در زیر انواع اصلی این دستگاهها و ویژگیهای هر کدام توضیح داده شده است. در زمان خرید دستگاه تزریق پلاستیک توجه به این موارد ضروی است.
1. دستگاه تزریق پلاستیک هیدرولیکی
- ویژگیها:
- از سیستم هیدرولیکی برای تأمین فشار و حرکت قطعات استفاده میکند.
- قدرت بالا و توانایی تولید قطعات سنگین و بزرگ.
- هزینه اولیه کمتر نسبت به دستگاههای تمام الکتریکی.
- کاربردها:
- مناسب برای تولید قطعات بزرگ مانند سپر خودرو و تجهیزات صنعتی.
- مزایا:
- توانایی ایجاد فشار بالا.
- عملکرد پایدار.
- معایب:
- مصرف انرژی بیشتر.
- آلودگی صوتی و نیاز به نگهداری بیشتر.
2. دستگاه تزریق پلاستیک الکتریکی
- ویژگیها:
- از موتورهای الکتریکی برای تأمین فشار و حرکت استفاده میکند.
- دقت بالا در فرآیند تزریق.
- مصرف انرژی کمتر نسبت به دستگاههای هیدرولیکی.
- کاربردها:
- مناسب برای تولید قطعات کوچک و دقیق مانند قطعات الکترونیکی و پزشکی.
- مزایا:
- کاهش مصرف انرژی و آلودگی صوتی.
- نگهداری آسانتر.
- معایب:
- هزینه اولیه بالا.
- محدودیت در تولید قطعات بزرگ.
3. دستگاه تزریق پلاستیک هیبریدی
- ویژگیها:
- ترکیبی از فناوریهای هیدرولیکی و الکتریکی.
- از سیستم هیدرولیکی برای فشارهای سنگین و از سیستم الکتریکی برای دقت و سرعت استفاده میکند.
- کاربردها:
- مناسب برای تولید قطعات متنوع با اندازهها و پیچیدگیهای مختلف.
- مزایا:
- بهرهوری انرژی بهبود یافته.
- عملکرد قوی و دقیق.
- معایب:
- هزینه اولیه نسبتاً بالا.
| نوع دستگاه | دقت | سرعت | مصرف انرژی | هزینه اولیه |
|---|---|---|---|---|
| هیدرولیکی | متوسط | متوسط | بالا | پایینتر |
| مکانیکی | متوسط تا خوب | بالا | متوسط | متوسط |
| الکتریکی | بسیار بالا | بسیار بالا | پایین | بالا |
دستهبندی دستگاههای تزریق پلاستیک بر اساس ساختار
دستگاه تزریق پلاستیک افقی
- ویژگیها:
- قالب به صورت افقی باز و بسته میشود.
- متداولترین نوع دستگاه تزریق پلاستیک.
- کاربردها:
- تولید قطعات متوسط و بزرگ در صنایع خودروسازی، لوازم خانگی و بستهبندی.
- مزایا:
- طراحی ساده و کاربرد گسترده.
- قابلیت تولید قطعات بزرگ.
- معایب:
- اشغال فضای بیشتر نسبت به دستگاههای عمودی.
انواع دستگاه تزریق پلاستیک براساس ساختار
دستگاه تزریق پلاستیک عمودی

- ویژگیها:
- در دستگاه تزریق عمودی قالب به صورت عمودی باز و بسته میشود.
- قابلیت تولید قطعات چندبخشی یا دارای اجزای فلزی (Insert Molding).
- کاربردها:
- تولید قطعات کوچک با دقت بالا مانند قطعات الکترونیکی و اتصالات.
- مزایا:
- اشغال فضای کمتر.
- مناسب برای تولید قطعات ترکیبی.
- معایب:
- محدودیت در تولید قطعات بزرگ.
| ویژگی | افقی | عمودی |
|---|---|---|
| جهت باز شدن قالب | افقی | عمودی |
| فضای اشغالی کف | بیشتر | کمتر |
| سهولت اتوماسیون | بسیار بالا | محدودتر |
| خروج خودکار قطعه | آسان | دشوار |
| مناسب برای تولید انبوه | بله | کمتر |
| مناسب برای قالبگیری اینسرتی | متوسط | بسیار مناسب |
| پایداری دستگاه | بالا | بالا |
| کاربرد رایج در صنعت | بسیار زیاد | کاربردهای تخصصی |
دستگاه تزریق پلاستیک چند رنگ یا چند ماده
- ویژگیها:
- قابلیت تزریق همزمان چند ماده یا چند رنگ در یک فرآیند.
- کاربردها:
- تولید قطعاتی با رنگهای متنوع یا ترکیب مواد مختلف.
- مناسب برای لوازم خانگی، قطعات خودرو و اسباببازی.
- مزایا:
- تولید قطعات پیچیده با طراحی زیبا.
- معایب:
- هزینه اولیه بالا.
دستگاه تزریق پلاستیک گازی
- ویژگیها:
- استفاده از گاز برای کاهش وزن قطعات و بهبود ساختار داخلی.
- کاربردها:
- تولید قطعات سبک مانند دستههای پلاستیکی و قابها.
- مزایا:
- کاهش وزن قطعات و مصرف مواد.
- کیفیت سطح بهتر.
- معایب:
- تجهیزات پیچیدهتر.
موارد مهم در امتخاب دستگاه تزریق پلاستیک
انتخاب دستگاه تزریق پلاستیک تا حد زیادی به وزن قطعه تزریقی و سایز قالب وابسته است، اما این تنها معیار نیست. در فرآیند انتخاب دستگاه، وزن تزریق به عنوان یکی از مهمترین فاکتورها در کنار سایر پارامترها مثل فشار گیره، اندازه قالب، مواد مورد استفاده و پیچیدگی قطعه در نظر گرفته میشود.
ظرفیت تزریق (Shot Size):
- ظرفیت تزریق دستگاه باید حداقل ۲۰٪ تا ۸۰٪ از ظرفیت اسمی سیلندر تزریق را شامل شود.
- استفاده از دستگاه با ظرفیت کمتر یا بیشتر میتواند باعث مشکلاتی مانند پر نشدن قالب یا افت کیفیت محصول شود.
- نیروی قفل گیره (Clamping Force):
- به وزن قطعه و سطح مقطع قطعه بستگی دارد. برای قطعات بزرگتر یا پیچیدهتر، نیروی گیره بیشتری لازم است.
- نوع مواد پلاستیکی:
- وزن قطعه بسته به چگالی مواد پلاستیکی متفاوت است. مواد با چگالی بالا (مانند پلیکربنات) به دستگاه با ظرفیت تزریق بیشتر نیاز دارند.
- اندازه و طراحی قالب:
- اندازه قالب و پیچیدگی سیستم راهگاه ممکن است وزن نهایی مواد مورد نیاز را افزایش دهد.
- سرعت تولید:
- اگر تولید در حجم بالا مدنظر است، دستگاه باید توانایی تزریق سریعتر و خنکسازی مؤثرتر را داشته باشد.
چرا فقط وزن قطعه کافی نیست؟
وزن قطعه یک فاکتور کلیدی است، اما برای انتخاب دستگاه مناسب، ترکیب آن با عوامل دیگر ضروری است:
- ضخامت دیواره قطعه (بر زمان خنکسازی تأثیر میگذارد).
- شکل و پیچیدگی قطعه (بر نیاز به نیروی گیره و فشار تزریق اثر دارد).
- نوع قالب (تعداد کویتهها و طراحی راهگاه).
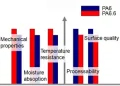
اهمیت جنس مواد تزریقی
انتخاب ماشین تزریق پلاستیک بر اساس جنس مواد پلاستیکی از اهمیت زیادی برخوردار است، به این دلیل که هر ماده پلاستیکی ویژگیهای حرارتی، فیزیکی و شیمیایی خاص خود را دارد. این ویژگیها میتوانند روی فرآیند قالبگیری تزریقی، طراحی دستگاه و حتی کیفیت نهایی قطعه تأثیر بگذارند. در ادامه معیارهای اصلی برای انتخاب دستگاه بر اساس جنس مواد پلاستیک را بررسی میکنیم:
۱. ظرفیت تزریق و چگالی مواد
- چگالی مواد پلاستیکی نقش مهمی در تعیین وزن تزریق دستگاه دارد. به عنوان مثال:
- پلیپروپیلن (PP) چگالی پایینتری نسبت به پلیکربنات (PC) دارد، بنابراین برای تولید قطعات مشابه، حجم تزریق متفاوتی نیاز است.
- مواد سنگینتر (مانند پلیآمید با الیاف شیشه) به ظرفیت تزریق بیشتری نیاز دارند.
راهحل: بررسی چگالی مواد و تطبیق آن با حجم و وزن تزریق دستگاه.
۲. سیستم گرمایش و دمای سیلندر
- هر نوع پلاستیک دمای ذوب و فرآوری خاصی دارد:
راهحل: دستگاه باید مجهز به سیستم گرمایش قابل تنظیم باشد که بتواند دما را دقیقاً مطابق با مشخصات مواد تنظیم کند.
۳. پیچ و سیلندر مناسب
- نوع پیچ (Screw) و طراحی سیلندر برای هر ماده متفاوت است:
- مواد با ویسکوزیته پایین (مانند ABS): به پیچ با نسبت فشردهسازی کمتر نیاز دارند.
- مواد پرکنندهدار یا الیافدار (مانند پلیآمیدهای تقویتشده): به پیچ مقاوم به سایش (مانند پیچ بیمتال) نیاز دارند.
- مواد حساس به حرارت (مانند PVC): نیاز به پیچ و سیلندری دارند که از تجمع حرارت جلوگیری کند.
راهحل: استفاده از پیچ و سیلندر مخصوص متناسب با نوع مواد.
۴. نیروی قفل گیره (Clamping Force)
- مواد مختلف به دلیل تفاوت در ویسکوزیته و انقباض، نیروی قفل گیره متفاوتی نیاز دارند:
- مواد با ویسکوزیته بالا (مانند پلیاتیلن): فشار کمتری در هنگام تزریق ایجاد میکنند.
- مواد با ویسکوزیته پایین (مانند پلیکربنات): فشار بالاتری نیاز دارند و ممکن است نیروی گیره بیشتری نیاز باشد.
راهحل: انتخاب دستگاه با نیروی گیره متناسب با نوع مواد و سطح مقطع قطعه.
۵. کنترل دما و زمان تزریق
- مواد حساس به دما و زمان، مانند PVC یا POM، نیاز به سیستمهای پیشرفته کنترل دما و زمان تزریق دارند تا از تخریب مواد جلوگیری شود.
راهحل: استفاده از دستگاههای پیشرفته با سیستمهای کنترل دقیق دما و فشار.
۶. ویژگیهای مواد و سیستم تزریق
- برخی مواد به دستگاههای خاص نیاز دارند:
- مواد کریستالی (مانند POM): نیاز به فشار تزریق بالا و سیستم خنککننده مؤثر.
- مواد آمورف (مانند ABS): سیستم تزریق با دمای یکنواخت و زمان خنکسازی طولانیتر.
- مواد شفاف (مانند پلیکربنات): نیاز به پیچ و سیلندر تمیز و سیستم خنکسازی دقیق.
۷. سازگاری با مواد خاص
- مواد پرکنندهدار: (مانند پلیآمید الیافدار) نیاز به دستگاهی با مقاومت بالا در برابر سایش دارند.
- مواد بازیافتی: ممکن است به پیچ با طراحی خاص برای جلوگیری از تجمع مواد نیاز باشد.
بنابراین برای انتخاب دستگاه تزریق پلاستیک مناسب ابتدا باید نیاز سنجی کنید.
کاربردهای دستگاه تزریق پلاستیک
- تولید قطعات خودرو (مانند داشبورد، چراغها، و قطعات داخلی).
- لوازم خانگی (مانند بدنه تلویزیون، یخچال و ماشین لباسشویی).
- محصولات پزشکی (مانند سرنگها و تجهیزات پزشکی).
- قطعات الکترونیکی (مانند قاب موبایل و کامپیوتر).
- بستهبندی (مانند درب بطری و ظروف پلاستیکی).
مزایای دستگاه تزریق پلاستیک
- 1-تولید انبوه با هزینه کم.
- 2-دقت بالا در ابعاد و شکل قطعات.
- 3-قابلیت تولید قطعات با طرحهای پیچیده.
- 4-تنوع مواد قابل استفاده (مانند POM، ABS، PVC و غیره).
اهمیت انتخاب مواد اولیه
قبل از اغاز به تولید قطعه انتخاب جنس ماده مورد استفاده، طراحی قطعه و طراحی قالب از جمله اولین تصمیماتی هستند که باید مشخص شوند.
مواد خام معمولا از طریق قیف تغذیه که در بالای واحد تزریق قرار دارد وارد دستگاه میشوند. پلاستیک های گرمانرم یا ترموپلاستیک به صورت گرانول و پلاستیک های ترموست و اخیرا لاستیک ها به شکل پودر استفاده میشوند.
پارمترهای عملکردی واحد تزریق
مهم ترین پارامترهای مشخصه عملکرد واحد تزریق را میتوان وزن، فشار، ظرفیت تزریق، کورس تغذیه و گشتاور پیچ دانست. بیش از 90 درصد عیوب تزریق مربوط به این عوامل است.
پیچ ماشین تزریق پلاستیک

پیچ ها معمولا دارای سه بخش با نسبت طول به قطر L/D بیست به یک هستند. پیچ های کوتاه تر کیفیت مذاب کمتری دارند. پیچ های بلندتر به دلیل زمان طولانی اقامت مواد باعث تخریب در تعدادی از پلاستیک های مهندسی شوند. پیچ ها در سال های اخیر پیشرفت زیادی داشته اند که اکثرا بر خروجی، مخلوط کردن و همگن سازی تاکید داشته است.
پیچ مهم ترین جزء واحد تولید مذاب میباشد و مسئولیت اصلی ان انتقال، گرم کردن، مخلوط سازی و تزریق پلاستیک و در برخی موارد خاص تخلیه می باشد.
سیلندر
سیلندر لوله ای است که مشابه دستگاه اکسترودر مرز خارجی کانال های پیچ را تشکیل میدهد. برای ذوب مواد گرانول تمامی حرارت مورد نیاز برای ذوب سازی پلاستیک به وسیله سیلندر تامین میشود.این گرما از طریق هیترهای کمربندی که به روی سیلندر متصل است تامین میشود.
توان المنت های حرارتی موجود حدود 6 تا 8 وات برسانتی متر مربع است و میتوانند دمایی تا 400 درجه سانتی گراد تولید کنند. به دلیل انکه نباید مواد پلاستیکی در گلویی تغذیه یا دندانه های اولیه پیچ ذوب شوند این بخش باید شرایطی برای خنک سازی داشته باشد. سیلندر باید قابلیت مونتاژ و دمونتاژ سریع برای تمیزکاری و نیز تعویض پیچ داشته باشد.
نازل
نازل به عنوان جزئی از واحد ذوب سازی قبل از تزریق و به منظور ایجاد تماس غیر مثبت به سمت بوش اسپرو فشار داده میشود. این بخش مذاب را به درون قالب هدایت میکند.
نازل به نحوی شکل داده شده است که با فشار روی بوش،آب بندی کافی را ایجاد نماید.
انتهای نازل ممکن است تخت یا به شکل رایج ان و به صورت کروی باشد تا بتواند اتصالی عاری از نشتی را ایجاد نماید.
واحد کلمپ یا گیره

وظیفه کلمپ یا گیره در ماشین تزریق پلاستیک فراهم ساختن شرایط برای تزریق در قالب است. این قسمت حرکت مورد نیاز برای بسته شدن، قفل کردن و باز کردن را فراهم اورده و نیروهای لازم برای باز کردن، بستن و بسته نگه داشتن قالب را به صورتیکه از ریختن مواد به بیرون در حین پرشدن و مرحله نگه داری جلوگیری شود را بر عهده دارد. اجزای اصلی واحد کلمپ شامل میله های کشش، صفحات ثابت و متحرک و مکانیزم بسته شدن و باز شدن است.
سه طرح مختلف برای کلمپ وجود دارد:
سیستم های کلمپ مکانیکی
سیستم های کلمپ هیدرولیکی
سیستم های کلمپ هیدرومکانیکی
نیروی کلمپ
براساس استانداردهای اروپایی نیروی کلمپ عبارت است از مجموع نیروی عامل روی میله های کشش به محض اینکه فرایند کلمپ کردن پایان پذیرد.
نیروی قفل
عبارت است از مجموع نیروهایی که میله های کشش باید برای قالب فراهم کنند. نیروی قفل در حین تزریق به صلبیت ماشین و قالب وابسته است.
واحد محرکه تزریق پلاستیک
سیستم های محرکه دستگاه تزریق پلاستیک دارای سیستم ساده ای بوده و به مدت زمان طولانی مهم ترین خواست های که از انها مطرح میشد عملکرد مناسب و دقت بالا بود.
الان فاکتور هایی مثل اقتصادی بودن و مصرف انرژی به صرفه و جنبه های زیست محیطی از اهمیت بالایی برخوردار است.
امروز محرکه های الکتریکی بیشتر از هیدرولیکی مدنظر است.سیستم های هیدرولیکی دارای معایبی همچون نشتی،گذر عمر روغن،تراکم پذیری روغن،اشاعه نویز،بازدهی متوسط ونیاز به تعمیر و نگهداری زیاد است.
دستگاه های تزریق اسیای و امریکایی عمدتا دارای موتور الکترومکانیکی هستند.
محرکه های پنوماتیکی در موارد خاص برای ماشین های کوچک نوع پلانجری استفاده میشوند.
سیستم کنترل
سیستم های کنترل و ابزار دقیق مسئولیت مانیتورینگ کیفیت در حین تولید و اطمینان از تامین ان را در محدوده مشخصات تعریف شده دارند.
سیستم کنترل یک دستگاه تزریق پلاستیک شامل تجهیزاتی است که به منظور کنترل روغن،دمای سیلندر،نیروهای کلمپ،فشار روغن و نرخ جریان به کار گرفته میشوند.
یکی دیگر از پارامترهای فرایند تزریق پلاستیک دمای قالب است که به منظور دستیابی به درکی درست از سیستم بسیار مهم است.
کیفیت یک قطعه تزریقی اکثرا به وسیله دو پارامتر دما و فشار تعیین میشود این درحالی است که سرعت تزریق اثر محدودی از خود نشان میدهد.
سیستم کنترل باید به گونه ای طراحی شود که بتواند توالی منطقی تمامی وظایف اولیه مانند بسته شدن و باز شدن قالب و تمامی وظایف ثانویه همچون باز و بسته شدن نازل های قطع و…
امروزه تمامی داده های مرتبط با مشخصات فرایند تزریق همچون کیفیت قطعات تزریقی نیز ذخیره میشود.به همین منظور انتخاب و نصب تجهیزات داده برداری از اهمیت زیادی برخوردار است.
بنابراین یکی از وظایف اولیه یک سیستم کنترل،مانیتورینگ فرایند و اطمینان از تامین ویژگی های مورد نظر توسط قطعه تزریقی به صورت غیر مستقیم است.