
پدیده شرینکیج (Shrinkage) در پلاستیکها به کاهش حجم یا اندازه قطعه پلاستیکی پس از خنک شدن و جامد شدن آن اشاره دارد. این پدیده یکی از ویژگیهای ذاتی مواد پلاستیکی است و معمولاً در فرآیندهای تولید مانند تزریق پلاستیک (Injection Molding) رخ میدهد.
علل اصلی شرینکیج:
- انقباض حرارتی:
پلاستیکها هنگام خنک شدن درون قالب تزریق پلاستیک از حالت مذاب به حالت جامد، منقبض میشوند. این انقباض ناشی از کاهش فاصله بین مولکولهای پلیمر است. - تراکم مولکولی:
در فرآیند خنک شدن، مولکولهای پلیمر متراکمتر میشوند که باعث کاهش حجم میگردد. - ساختار ماده پلاستیکی:
نوع پلیمر و افزودنیهای مورد استفاده در آن (مانند پلیمرهای آمورف یا کریستالی) نقش مهمی در میزان شرینکیج دارند. به عنوان مثال:- پلیمرهای کریستالی مانند پلیپروپیلن (PP) شرینکیج بیشتری دارند.
- پلیمرهای آمورف مانند پلیکربنات (PC) شرینکیج کمتری دارند.
- تنظیمات فرآیند تولید:
پارامترهایی مانند دمای قالب، فشار تزریق، زمان خنک شدن، و سرعت تزریق بر میزان شرینکیج تأثیر دارند.
پیامدهای شرینکیج:
- تغییر ابعاد قطعه: ممکن است قطعه نهایی به ابعاد و مشخصات طراحیشده نرسد.
- ایجاد تاببرداری (Warping): در صورت توزیع نامتعادل حرارت و فشار، قطعه ممکن است تاب بردارد.
- کاهش کیفیت: شرینکیج بیش از حد میتواند منجر به ایجاد حفرههای داخلی (Void) یا ترکهای سطحی شود.
روشهای کاهش شرینکیج:
- انتخاب مواد مناسب: استفاده از موادی با شرینکیج کم یا افزودنیهایی که انقباض را کاهش میدهند.
- تنظیم دمای قالب و فرآیند: تنظیمات بهینه میتواند توزیع یکنواخت حرارت و فشار را تضمین کند.
- طراحی مناسب قالب: قالب باید به گونهای طراحی شود که امکان انقباض یکنواخت فراهم گردد.
- افزایش فشار نگهداری (Packing Pressure): افزایش فشار در مرحله نگهداری به پر شدن بهتر حفرهها و کاهش شرینکیج کمک میکند.
درک و کنترل پدیده شرینکیج برای تولید قطعات پلاستیکی با کیفیت و ابعاد دقیق بسیار حیاتی است.
اگر که از خدمات تزریق پلاستیک حرفه ای با متخصصان مجرب استفاده کنید میتوانید از نظر شرینکیج دغدغه کمتری داشته باشید. چون متخصصات حرفه ای و مجرب تزریق پلاستیک بلد هستند که چطور با چه دما و فشاری فرایند را انجام دهند و به نتیجه مطلوب برسند.

شرینکیج یک پدیده ترمودینامیکی است که به علت یخ زدگی و جمع شدن زنجیرهای پلیمر اتفاق میافتد.
↩️پلیمری که 100 درصد آمورف است آبرفتگی نخواهد داشت و این پلیمرهای کریستالی و نیمه کریستالی هستند که انقباض دارند.
↩️ زنجیرهای پلیمری در مواد کریستالی وقتی که نظم پیدا می کنند و کنار یکدیگر منظم می شوند، حجم آزاد کمتر شده و حجم کمتری را اشغال می کنند لذا فضای خالی کاهش یافته و باعث آبرفتگی بیشتر قطعه می شود.
نکات مهم از پدیده شرینکیج:
✅اگر فیلر بزنیم (مثلا مستربچ کربنات کلسیم) می دانیم که سرعت سرد شدن مذاب افزایش می یابد پس میزان کریستالی کاهش خواهد یافت. در نتیجه آبرفتگی نیز کاهش می یابد.
✅اگر دمای قالب را بیشتر بیشتر کنیم یعنی گرم تر کنیم در این حالت مدت بیشتری طول می کشد تا مذاب درون قالب خنک شود. پس اگر مذاب استعداد کریستالی شدن داشته باشد پدیده ی annealing رخ می دهد و میزان کریستالیزاسیون افزایش یافته و در نتیجه ابرفتگی افزایش میابد.
✅شرینکیج و دای سوئل یکدیگر را خنثی نمی کنند.
✅اگر به پلیمر نانو فیلر بزنیم انعطاف پذیری زنجیرها کاهش میابد در نتیجه میزان کریستالی بودن پلیمر کاهش یافته بنابراین شرینکیج هم کاهش می یابد.
✅اگر به پلیمری که درحالت عادی نمیتواند کریستال شود نانوی هسته گذار بزنیم، میتواند کریستال شود در نتیجه میزان شرینکیج افزایش میابد.
✅هرچه ضخامت قطعه افزایش پیدا کند، چون مرکز قطعه فرصت بیشتری برای سرد شدن دارد بنابراین کریستالیزاسیون افزایش میابد (annealing) و شرینکیج هم افزایش میابد.
بحث شرینکیج از مطالب به شدت مهم در تست های کنکور مهندسی پلیمر هست و در دروس مختلف مثل خواص مکانیکی پلیمرها، مهندسی پلاستیک و مهندسی کامپوزیت تست داشته که نمونه هاش رو در زیر مشاهده کنید.

پلیمرهایی با بیشترین میزان شرینکیج
| پلیمر | محدوده شرینکیج (%) | وضعیت |
|---|---|---|
| PP (پلی پروپیلن) | 1.0 تا 2.5 | بسیار زیاد |
| HDPE (پلی اتیلن سنگین) | 1.5 تا 4.0 | بسیار زیاد |
| LDPE (پلی اتیلن سبک) | 1.5 تا 5.0 | بسیار زیاد |
| POM (استال) | 1.5 تا 3.5 | بسیار زیاد |
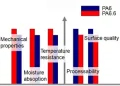
| PA6 (نایلون 6) | 0.8 تا 2.5 | زیاد |
| PA66 (نایلون 66) | 0.8 تا 2.2 | زیاد |
| PET | 0.5 تا 2.0 | متوسط تا زیاد |
| ABS | 0.3 تا 0.8 | کم |
| PC (پلی کربنات) | 0.5 تا 0.7 | کم |
| PS (پلی استایرن) | 0.2 تا 0.7 | کم |
| PVC سخت | 0.1 تا 0.5 | بسیار کم |
چرا PP و PE بیشترین شرینکیج را دارند؟
این پلیمرها نیمهبلورین (Semi-crystalline) هستند. هنگام سرد شدن، زنجیرههای مولکولی منظم شده و کریستال تشکیل میدهند که باعث کاهش حجم و در نتیجه شرینکیج بالا میشود.
بهترین افزودنیها برای کاهش شرینکیج
1. مستربچ تالک (Talc Masterbatch)
مؤثرترین افزودنی برای کاهش شرینکیج در PP
مزایا:
- افزایش مدول
- کاهش جمعشدگی
- کاهش تابیدگی (Warping)
- بهبود پایداری ابعادی
میزان مصرف:
- 10 تا 40 درصد
کاهش شرینکیج PP:
- از حدود 2% به حدود 0.8% تا 1.2%
2. مستربچ کربنات کلسیم (CaCO₃)
پرکاربردترین و اقتصادیترین گزینه
مزایا:
- کاهش شرینکیج
- افزایش سختی
- کاهش هزینه تولید
میزان مصرف:
- 10 تا 50 درصد
کاهش شرینکیج:
- حدود 20 تا 40 درصد نسبت به ماده خام
3. الیاف شیشه (Glass Fiber)
مؤثرترین افزودنی صنعتی
مزایا:
- کاهش شدید شرینکیج
- افزایش استحکام
- افزایش مقاومت حرارتی
میزان مصرف:
- 10 تا 40 درصد
نمونه:
- PP خام: حدود 1.8%
- PP + 30% GF: حدود 0.2 تا 0.5%
4. میکا (Mica)
در قطعات دقیق و مهندسی استفاده میشود.
مزایا:
- کاهش جمعشدگی
- کاهش تابیدگی
- افزایش پایداری ابعادی
5. ولاستونیت (Wollastonite)
در خودروسازی و قطعات مهندسی کاربرد دارد.
مزایا:
- کاهش شرینکیج
- افزایش استحکام
- بهبود مقاومت حرارتی
6. نانوذرات معدنی
مانند:
- Nano CaCO₃
- Nano Clay
- Nano Silica
مزایا:
- کاهش شرینکیج با مصرف کم
- حفظ خواص مکانیکی
اگر هدف شما کاهش هزینه و کاهش شرینکیج بهصورت همزمان باشد، مستربچ کربنات کلسیم معمولاً بهترین انتخاب اقتصادی است. اما اگر دقت ابعادی، کاهش تابیدگی و حداقل شرینکیج مدنظر باشد، تالک یا الیاف شیشه عملکرد بهتری دارند. به همین دلیل در قطعات خودرو، لوازم خانگی و قطعات مهندسی PP، گریدهای PP-T20، PP-T30 و PP-GF30 بسیار رایج هستند.
جمع بندی نهایی
عوامل مهمی در شرینکیج دخیل هستند که شما باید در نظر بگیرید و همه موارد را در بهینه ترین حالت قرار دهید.











سلام جناب مهندس ممنون از مطلبتون در خصوص شیرینکیج . سئوالی دارم از خدمت شما ایا برای شیرینکیج معیار مشخصی جود دارد و یا با توجه به نوع رزین مصرفی متفاوت است . البته من بیشتر دنبار یک حد استاندارد هستم . ممنون میشم راهنمائی کنید
لازم است وضیح بدم بنده در یک شرکت تولید قطعات فایبر گلاس مشغول به کار هستم
برای شیرینکیج در مواد پلیمری، معیارهای مشخصی وجود دارد که بسته به نوع رزین مصرفی و فرآیند تولید متفاوت است. با این حال، برخی مقادیر استاندارد یا حدود معمول برای شیرینکیج مواد مختلف وجود دارد که میتواند بهعنوان مرجع استفاده شود.
شیرینکیج مواد مختلف پلیمری:
پلیپروپیلن (PP):
حدود 1.0-2.5%
بسته به نوع گرید و فرآیند تزریق پلاستیک ممکن است تغییر کند.
پلیاتیلن (PE):
HDPE: حدود 1.5-3.0%
LDPE: حدود 1.5-5.0%
پلیاتیلن ترفتالات (PET):
حدود 0.2-0.7%
برای PET معمولاً شیرینکیج کمتر از پلیمرهای دیگر است، اما به شدت به شرایط خنکسازی بستگی دارد.
رزینهای فایبرگلاس (مانند رزینهای پلیاستر و اپوکسی):
رزین پلیاستر غیر اشباع (UPR): حدود 4-8%
رزین اپوکسی: حدود 1-3%
برای رزینهای تقویتشده با الیاف، میزان شیرینکیج به نوع و درصد الیاف بستگی دارد و معمولاً کمتر از رزین خالص است.
با سلام یه مشکل تو زمینه جذب آب در مواد پلیمری داریم میخوام بدونم در چه دمایی pp وpe وpet و اپیدیم ذوب میشود و حالت روان پیدا میکند؟و چگونه در قسمت گرانول ساز به خودش آب جذب میکنه؟چون ما ظاهر قطعه مون بدون آبه ولی داخل بافت آب زیادی داره!!!!!
پاسخ به سؤال شما در مورد دماهای ذوب و روانشدن پلیمرها:
پلیپروپیلن (PP):
دمای ذوب: حدود 160-170 درجه سانتیگراد
در این دما، پلیپروپیلن شروع به ذوبشدن میکند و برای روانشدن به دماهای بالاتر (180-240 درجه سانتیگراد) نیاز دارد.
پلیاتیلن (PE):
پلیاتیلن سبک (LDPE): دمای ذوب حدود 105-115 درجه سانتیگراد
پلیاتیلن سنگین (HDPE): دمای ذوب حدود 120-130 درجه سانتیگراد
در این دماها، PE شروع به ذوبشدن میکند و روانشدن آن به دماهای حدود 180-220 درجه سانتیگراد میرسد.
پلیاتیلن ترفتالات (PET):
دمای ذوب: حدود 245-265 درجه سانتیگراد
PET برای روانشدن به دمایی نزدیک به 280 درجه سانتیگراد نیاز دارد.
EPDM (اتیلن-پروپیلن-دیان مونومر):
این ماده یک الاستومر است و دمای ذوب خاصی ندارد. EPDM به دلیل ساختار شبکهای (Cross-linked) خود، تنها در دماهای بسیار بالا تجزیه میشود و قابل ذوبشدن نیست.
در حالت غیرشبکهای، EPDM در دمای 180-250 درجه سانتیگراد حالت چسبناکی پیدا میکند.
علت جذب آب در فرآیند گرانولسازی:
وجود رطوبت در مواد اولیه:
اگر مواد اولیه قبل از فرآیند بهدرستی خشک نشوند، رطوبت موجود در آنها وارد پلیمر میشود.
برای مواد حساس به رطوبت مثل PET، خشککنهای مخصوص (Dehumidifying Dryers) باید استفاده شوند.
شرایط محیطی:
در صورتی که محیط تولید دارای رطوبت بالا باشد، پلیمرها میتوانند رطوبت را جذب کنند، بهویژه در حالت گرانول که سطح بیشتری در معرض هوا قرار دارد.
دمای فرآیند نامناسب:
دمای پایینتر از مقدار بهینه ممکن است باعث باقیماندن بخار آب در بافت پلیمر شود.
نفوذ آب در بافت پلیمر:
برخی پلیمرها (مانند PET) تمایل به جذب آب از محیط دارند. در چنین مواردی، حتی اگر ظاهر قطعه خشک باشد، ممکن است درون ساختار پلیمری، رطوبت وجود داشته باشد.
راهکارها برای رفع مشکل جذب آب:
خشککردن مواد اولیه قبل از گرانولسازی:
استفاده از خشککن با دمای مناسب برای هر پلیمر:
PP و PE: 80-90 درجه سانتیگراد (2-4 ساعت)
PET: 120-160 درجه سانتیگراد (4-6 ساعت)
کنترل رطوبت محیط:
محیط گرانولسازی را در رطوبت پایین و شرایط کنترلشده (کمتر از 50% رطوبت نسبی) نگه دارید.
افزایش دمای فرآیند:
دمای فرآیند را طوری تنظیم کنید که بخار آب از بافت پلیمر خارج شود، اما از تخریب حرارتی پلیمر جلوگیری شود.
افزودنیهای مقاوم به جذب رطوبت:
استفاده از افزودنیهای ضدجذب رطوبت میتواند به بهبود خواص مواد کمک کند.
استفاده از خشککن گرانول:
پس از گرانولسازی، از دستگاههای خشککن مجدد برای گرانولها استفاده کنید.
پیشنهاد فنی:
اگر قطعات شما بعد از تولید همچنان آب در بافت خود دارند، توصیه میشود مواد را قبل از گرانولسازی با دستگاه خشککن مخصوص در شرایط بهینه خشک کنید. همچنین میتوانید از تست رطوبت مواد (Moisture Analyzer) برای اندازهگیری میزان رطوبت باقیمانده در مواد استفاده کنید.